Replacing mechanical seals is an inevitable and necessary part of maintenance on pumps and other rotating equipment. While they can sometimes run for many years without issue, their service life and performance can be affected by a large number of variables. In order to maximize the mean time between replacement (MTBR), it is necessary to identify and address factors which have a negative impact on the seal. The benefits of doing so are more than just a simple reduction in costs for new seals. The need to frequently change seals disrupts plant operations; and time lost is money lost. This will also eat away at the valuable time and manpower of maintenance personnel, which could be better employed elsewhere.
The first step of this process is failure analysis, which is the process of examining the condition of the seal and its various components, in order to determine the reason for leakage. The different types of damage and combinations of damage can be used to narrow down the potential causes of seal failure, so that the end user can identify and address them.
Primary vs Secondary Symptoms
During customer training events held by PPC, I have often remarked that the failure analysis process is comparable to various crime investigation programs they may have seen on television, as well as the classical conundrum: “Which came first, the chicken or the egg?” This is because of what I will refer to as Primary vs Secondary Symptoms:
- A Primary Symptom is damage or other evidence which directly indicates a potential cause of failure.
- A Secondary Symptom is damage or other evidence which occurred indirectly as a result of the cause of failure.
Differentiating between the two is not always easy; and failing to do so will direct your efforts at troubleshooting in the wrong direction. In addition, some types of damage can be caused by several different issues or can be either a primary or secondary symptom depending on the case.
Because of this, failure analysis is both an art and a science; it requires a combination of knowledge, practical experience, and critical thinking in order to successfully be performed.
The Importance of Information
Now, it is important to note that failure analysis is only one part of the larger process of Root Cause Analysis; and while in some circumstances it is fairly obvious what caused the seal failure, this is not always the case.
For example, there is only so much that can be done when provided a few chunks of twisted steel that supposedly used to be a seal; not without obtaining more detailed information about what occurred, or about the service itself.
{kind=link}

When examining a seal, it is best to have as much general information as possible regarding the service; some examples include the product, operating conditions, type of equipment, and any API plans being used. In conjunction with the observed damage to the seal, this information helps the examiner to ask the right questions about what could be happening.
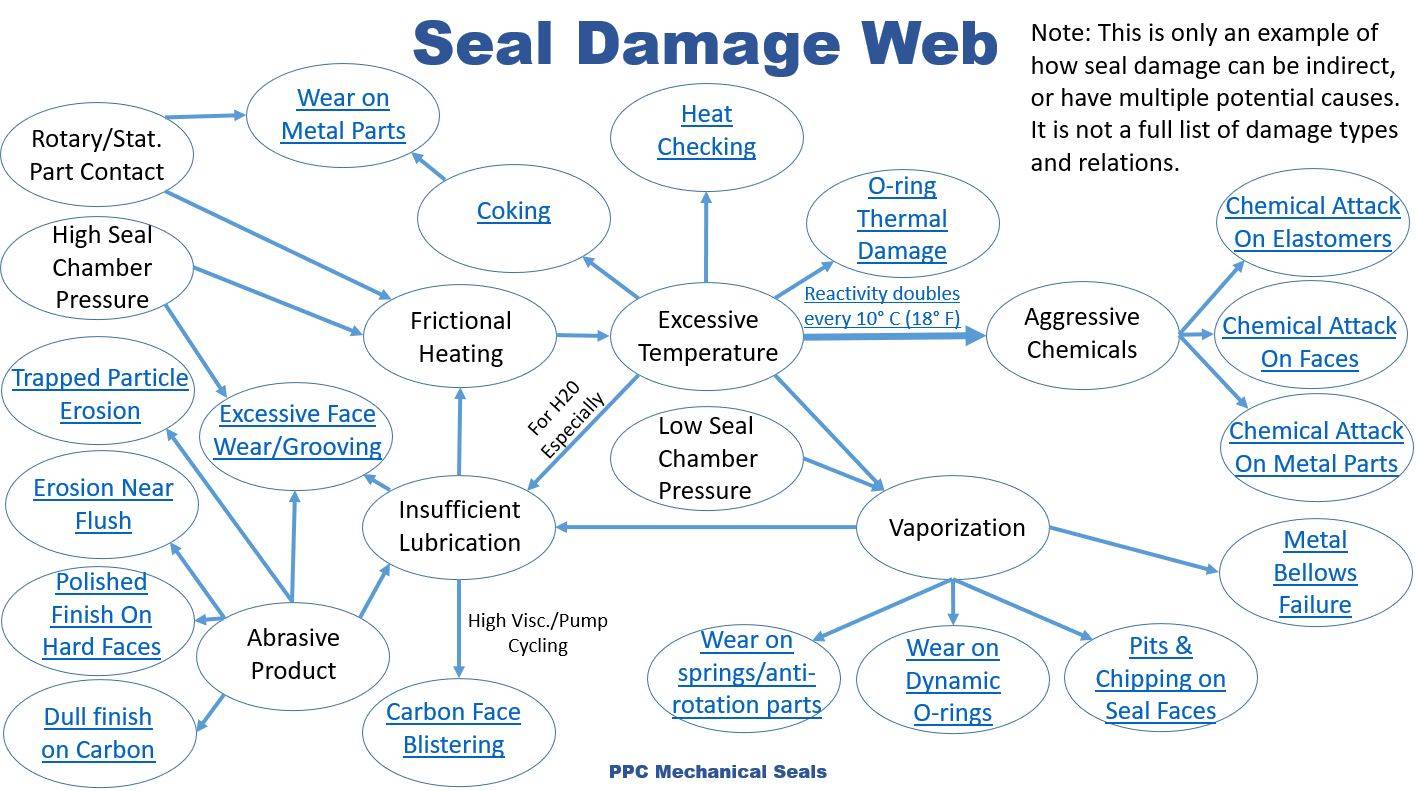
The process is similar to progressing through a massive series of nested “IF, ELSE” decision tree/loops filled with questions along the lines of:
“If [Damage Type] is present, is [Condition A] true? Else, is [Condition B] true…..”?
Progressing through this hypothetical decision tree narrows down the vast number of possible failure scenarios into a small pool of likely potential problems, and allows us to devise recommendations to solve them.
As a result, the more information available, the smaller (and more accurate) that pool of possibilities can become. Even something as simple as knowing the product name can answer quite a lot of useful questions when diagnosing the cause of a seal failure (sometimes after a bit of research). A few examples include:
- Does the product’s viscosity strongly vary with temperature, potentially causing face damage due to shear stress if the equipment starts cold?
- Does the product readily react with oxygen in the atmosphere to form a hardened solid, potentially causing face hang-up or breakage?
- Does the product have a tendency to change state at atmospheric temperatures and pressures (vaporize, freeze, etc.)?
- Does the product have corrosive or caustic properties?
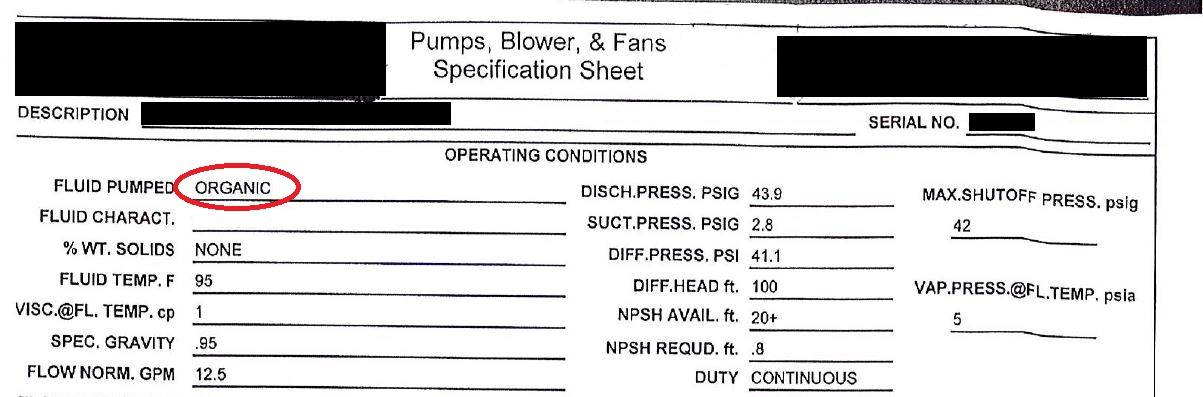
Terms like that could mean almost anything, from sugar water to phosgene.
After the examination of the seal is complete, sometimes more specific or detailed information is required to further clarify the diagnosis. This may necessitate active assistance by the customer or a site visit by PPC to answer, and can include questions about the nature of the seal failure itself, how it was detected, equipment operational practices, or even the overall process and it’s configuration. Some examples include:
- Where was the seal leaking (under sleeve, behind gland, or between gland and collar) and how much?
- Has the product or process changed recently?
- Do you backflush or utilize a “clean in place” with the equipment? If so, with what, and at what pressure?
- Do you run the equipment continuously, intermittently, or only rarely?
- Is there a check valve or strainer present at either suction or discharge end?
Examining A Seal
If a failure analysis is required for a mechanical seal, under normal circumstances it is strongly recommended that the customer send the seal to PPC for examination rather than attempting to do so in the field. Ideally, the seal should be kept intact and as untouched as possible after removal from the equipment in order to preserve evidence which may be removed by disassembly or cleaning.
To continue my earlier comparison of failure analysis to forensic investigation, a seal sent in completely dismantled and cleaned is like a crime scene which has been disturbed or tampered with prior to investigation.
That being said, it is not always possible or practical to send in a seal untouched; sometimes it is necessary to disassemble and/or decontaminate a seal prior to transport for reasons of practicality, safety (which should be considered paramount), or to meet legal requirements for transportation. In the event it is necessary for the customer to disassemble a seal prior to being sent to PPC for failure analysis, our typical seal examination procedure can be useful to identify and document the seal’s initial condition, along with any vital evidence this may hold:
1. Take note of any damage or obvious leak paths visible before disassembly.
2. Check the seal sleeve ID for damage.
3. Examine NPT ports and flush holes for obstructions.
4. If possible, check if the seal faces are hung up.
5. Begin disassembly. Try not to damage faces or scratch O-ring sealing areas.
6. If a double seal, look for indications of contamination inside seal barrier chamber.
7. Examine metal parts for chemical attack, abrasive damage, or mechanical damage (wear, rubbing, radial/axial contact between stationary & rotary parts).
8. Examine springs, anti-rotation pins, and drive mechanisms for wear.
9. Examine seal faces for grooving, cracks, heat checking, pits, blisters, abrasive damage, plating, excessive wear, non-concentric wear, or asymmetrical wear.
10. Examine secondary sealing members for chemical attack, thermal damage, mechanical wear, twisting, extrusion, swelling, or nicks/cuts.
Afterword
While mechanical seals can potentially provide long periods of service without issue, their performance is greatly affected by a large number of variables. Failure analysis is a useful tool to help determine what is negatively impacting seal performance, and once identified, devise recommendations for addressing these issues.
Although a comprehensive guide on specific seal failure modes is beyond the scope of this article, it will hopefully aid in understanding what the analysis process entails, and what is recommended in order for PPC to provide the highest quality results in our examinations.